

Introducerea tehnologiei RP
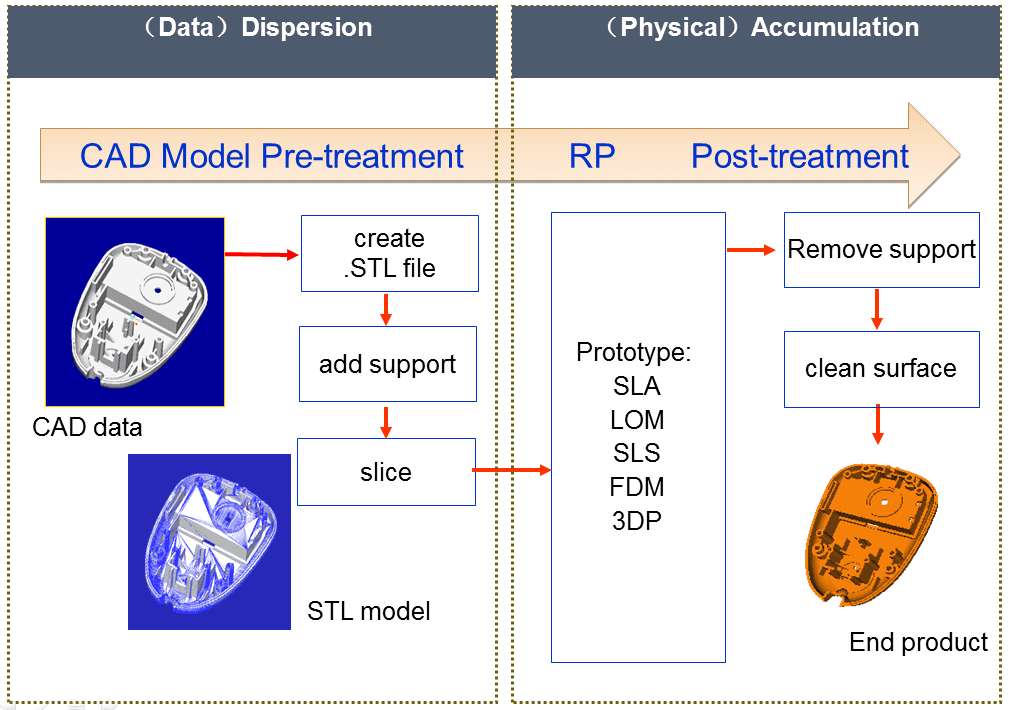
Rapid Prototyping (RP) este o nou? tehnologie de produc?ie care a fost introdus? pentru prima dat? din Statele Unite la sfar?itul anilor 1980. Acesta integreaz? realiz?rile ?tiin?ifice ?i tehnologice moderne, cum ar fi tehnologia CAD, tehnologia de control numeric, tehnologia laser ?i tehnologia materialelor ?i este o parte important? a tehnologiei avansate de fabrica?ie. Spre deosebire de metodele tradi?ionale de t?iere, prototiparea rapid? utilizeaz? un mecanism de formare ?n care materialele stratificate sunt suprapuse pentru a prelucra un prototip de pies? tridimensional?. ?n primul rand, software-ul de stratificare tran?eaz? geometria CAD a piesei ?n func?ie de o anumit? grosime a stratului ?i ob?ine o serie de informa?ii de contur. Capul de formare al ma?inii de prototipare rapid? este controlat de sistemul de control ?n func?ie de informa?iile de contur bidimensionale. Solidificat? sau t?iat? pentru a forma straturi sub?iri de diferite sec?iuni ?i suprapuse automat ?n entit??i tridimensionale
Fabricare aditiv?
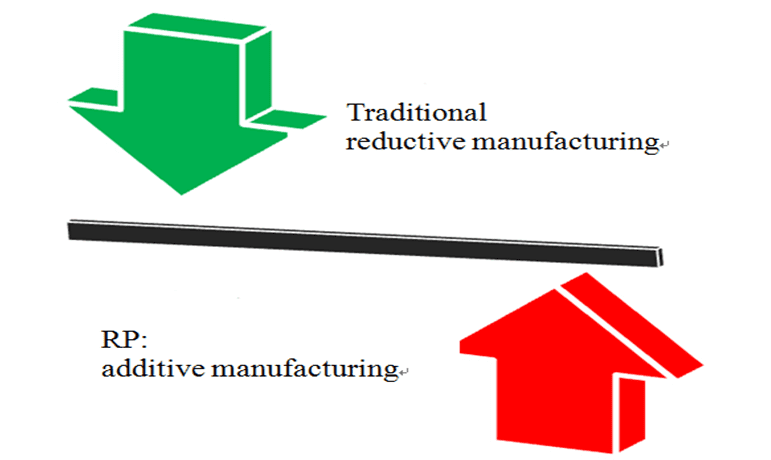
Spre deosebire de produc?ia reductiv? tradi?ional?, RP folose?te o metod? de acumulare de material strat cu strat pentru a procesa modele solide, a?a c? este numit? ?i Fabricare aditiv?, (AM) sau Tehnologie de fabrica?ie ?n straturi, (LMT).
Caracteristicile tehnicii RP
HFoarte flexibil, poate produce orice model solid 3D de orice structur? complex?, iar costul de produc?ie este aproape independent de complexitatea produsului.
CConducerea direct? a modelului AD, procesul de turnare este complet digital, nu sunt necesare dispozitive sau unelte speciale, iar proiectarea ?i fabricarea (CAD/CAM) sunt foarte integrate.
Hmare precizie, ± 0,1%
Hfoarte reductiv, capabil s? realizeze detalii foarte fine, pere?i sub?iri
Mcalitatea suprafe?ei vechi este excelent?
Fviteza ast
Hfoarte automatizat: procesul este complet automatizat, procesul nu necesit? interven?ie uman?, iar echipamentul poate fi nesupravegheat
Aplica?ii ale tehnologiei RP
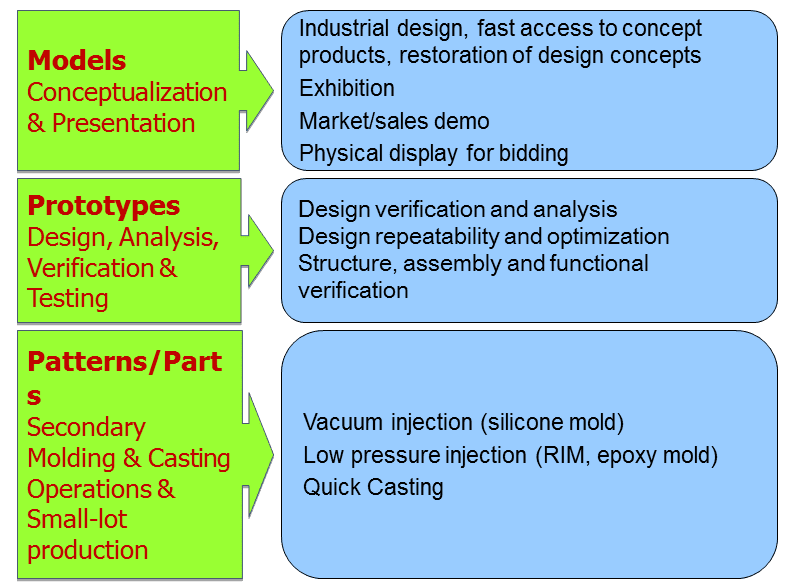
Tehnologia RP este utilizat? pe scar? larg? ?n domeniile:
Modele (Conceptualizare ?i prezentare):
Design industrial, acces rapid la produse concept, restaurare concepte de design, expozi?ie etc.
Prototipuri (Design, Analiz?, Verificare ?i Testare):
Verificarea ?i analiza designului, Repetabilitate ?i optimizare a designului etc.
Modele/Piese (opera?ii secundare de turnare ?i turnare ?i produc?ie ?n loturi mici):
Injec?ie ?n vid (mult? din silicon), injec?ie cu presiune joas? (RIM, matri?? epoxidic?) etc.
?
Procesul de aplicare a RP
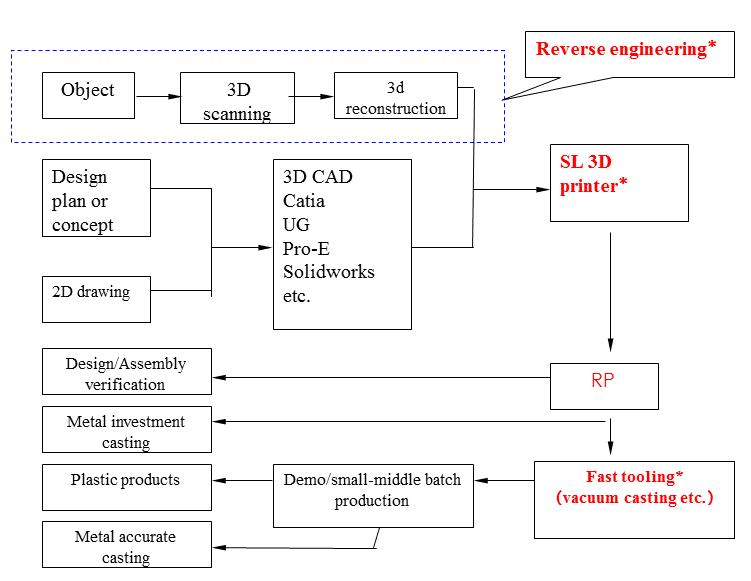
Procesul de aplicare poate ?ncepe fie de la un obiect, desene 2D, fie doar o idee. Dac? doar obiectul este disponibil, primul pas este scanarea obiectului pentru a ob?ine date CAD, trecerea la procesul de inginerie invers? sau doar modificarea sau modificarea ?i apoi ?nceperea procesului RP.
Dac? exist? desene sau idei 2D, este necesar s? trece?i la procedura de modelare 3D folosind software-ul special ?i apoi s? trece?i la procesul de printare 3D.
Dup? procesul RP, pute?i ob?ine modelul solid pentru testare func?ional?, testare asamblare sau trece?i la alte proceduri de turnare ?n func?ie de nevoile reale ale clien?ilor.
?
Introducerea tehnologiei SL
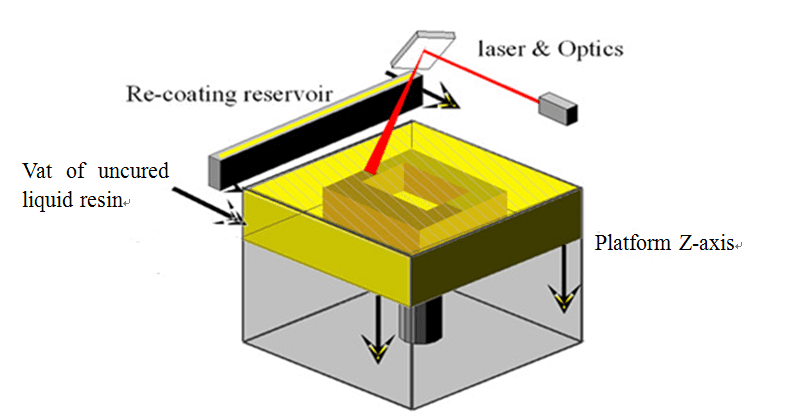
Denumirea na?ional? este stereolitografia, cunoscut? ?i sub numele de prototipare rapid? cu polimerizare cu laser. Principiul este: laserul este focalizat pe suprafa?a r??inii fotosensibile lichide ?i scanat ?n func?ie de forma sec?iunii transversale a piesei, astfel ?ncat s? fie ?nt?rit selectiv, de la punct la linie la suprafa??, pentru a finaliza ?nt?rirea uneia. strat, iar apoi platforma de ridicare este coborat? cu o grosime a stratului ?i acoperit? cu un nou strat de r??in? ?i ?nt?rit? cu laser pan? cand se formeaz? ?ntregul model solid.
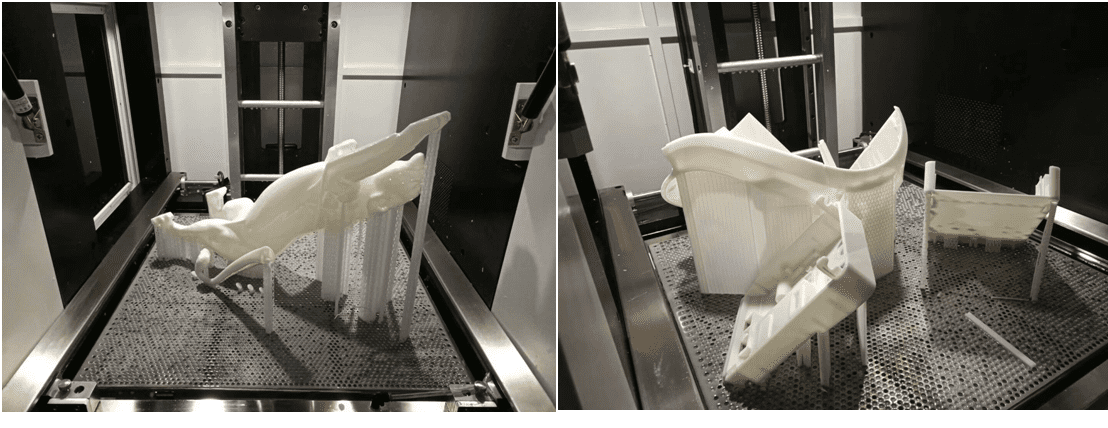
Avantajele imprimantelor 3D SL ale SHDM
Heficien?? ridicat? ?i viteza maxim? poate atinge400g/hiar productivitatea ?n 24 de ore poate ajunge la 10 kg.
Lmari volume de construc?ie, dimensiunile disponibile sunt360*360*300(mm), 600*600*400(mm),800*800*550(mm),1600*800*550(mm), ?i alte volume de construc?ie personalizate.
Mperforman?a aerian? este ieftin? ?i foarte ?mbun?t??it? ?n ceea ce prive?te rezisten?a, tenacitatea ?i rezisten?a la temperatur? ridicat?, potrivite pentru aplica?ii de inginerie.
O?mbun?t??ite ?n mod evident ?n precizia m?rimii ?i stabilitatea.
Mmai multe piese pot fi tratate ?n acela?i timp ?n software-ul de control ?i exist? o func?ie perfect? de autocompunere a pieselor.
Spotrivit pentru produc?ia de loturi mici.
UTehnologia unica a rezervoarelor de r??in? cu volum diferit, poate fi imprimat? r??in? de 1 kg, care este potrivit? ?n special pentru cercetare ?i dezvoltare.
Rrezervor de r??in? ?nlocuibil, diferite r??ini pot fi schimbate cu u?urin??.
搜索
復(fù)制
Rezervor de r??in? ?nlocuibil
Doar trage?i ?i ?mpinge?i, pute?i imprima o alt? r??in?.
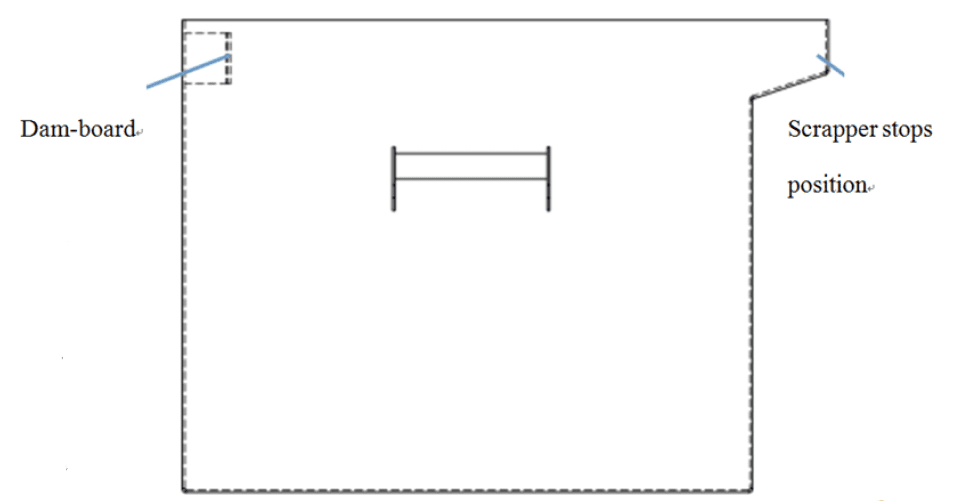
Rezervorul de r??in? din seria 3DSL poate fi schimbat (cu excep?ia modelului 3DSL-800). Pentru imprimanta 3DSL-360, rezervorul de r??in? este ?n modul sertar, atunci cand ?nlocui?i rezervorul de r??in?, este necesar s? cobora?i rezervorul de r??in? ?n jos ?i s? ridica?i dou? dispozitive de blocare ?i s? trage?i rezervorul de r??in? afar?. Turna?i r??in? nou? dup? cur??area rezervorului de r??in? bine, apoi ridica?i dispozitivele de blocare ?i ?mpinge?i rezervorul de r??in? ?n imprimant? ?i bloca?i bine.
3DSL 600 este cu acela?i sistem de rezervor de r??in?. Exist? 4 trunchiuri sub rezervorul de r??in? pentru a facilita extragerea ?i ?mpingerea.
?
搜索
復(fù)制
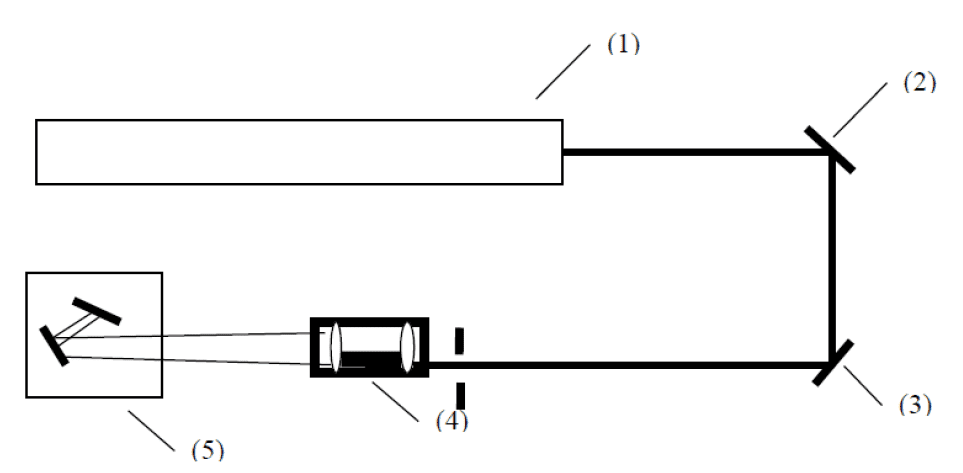
Sistem optic - Laser solid puternic
Imprimantele 3D SL din seria 3DSL adopt? dispozitivul laser solid de mare putere3Wiar lungimea de und? de ie?ire continu? este de 355 nm. Puterea de ie?ire este de 200mw-350mw, r?cirea cu aer ?i r?cirea cu ap? sunt op?ionale.
(1). Dispozitiv cu laser
(2). Reflector 1
(3). Reflector 2
(4). Beam Expander
(5). Galvanometru
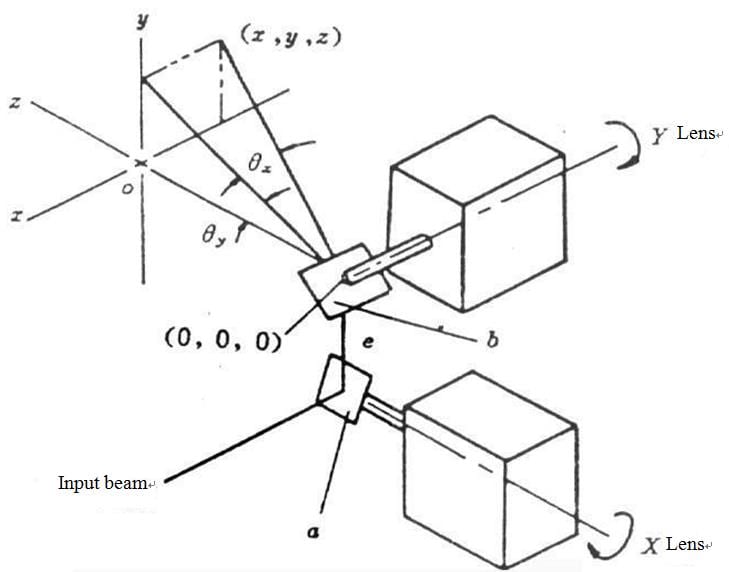
Galvanometru de ?nalt? eficien??
Viteza maxim? de scanare:10000 mm/s
Galvanometrul este un motor de balansare special, teoria sa de baz? este aceea?i ca ?i contorul de curent, cand un anumit curent trece prin bobin?, rotorul va diverge la un anumit unghi, iar unghiul de deformare este propor?ional cu curentul. Deci, galvanometrul se mai nume?te ?i scaner galvanometru. Dou? galvanometre instalate vertical formeaz? dou? direc?ii de scanare X ?i Y.
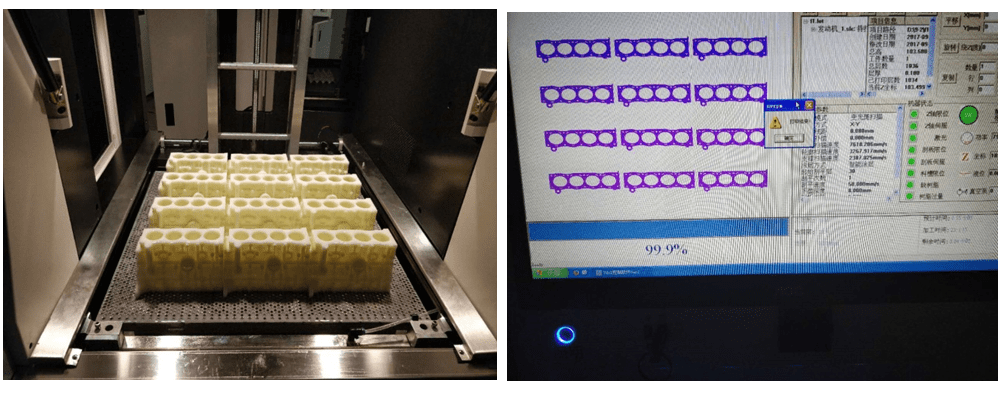
Test de productivitate-bloc motor auto
Piesa de testare este un bloc motor auto, dimensiunea piesei: 165 mm × 123 mm × 98,6 mm
Volumul piesei: 416 cm3, Imprima?i 12 buc??i ?n acela?i timp
Greutatea total? este de aproximativ 6500 g, Grosime: 0,1 mm, Vitez? de strickle: 50 mm/s,
Dureaz? 23 de ore pentru a termina,medie 282g/h
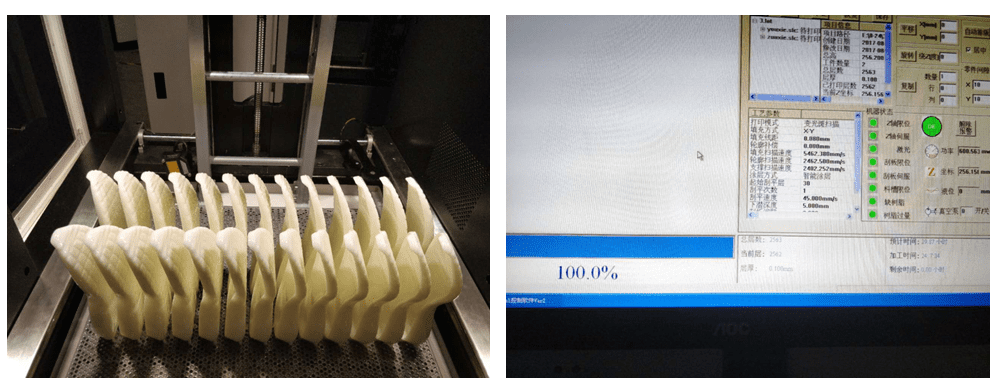
Test de productivitate - t?lpi de pantofi
Imprimant? 3D SL: 3DSL-600
Imprima?i 26 de t?lpi de pantofi ?n acela?i timp.
Este nevoie de 24 de ore pentru a termina
?n medie 55 minpentru o talp? de pantof
搜索
復(fù)制
Desc?rca?i bro?ura
Domenii de aplicare






Educa?ie
Prototipuri rapide
Auto
Casting
Design de art?
Medical
Ora post?rii: 23-ian-2024