HEs ist ?u?erst flexibel und kann beliebige 3D-Volumenmodelle jeder komplexen Struktur erstellen, und die Produktionskosten sind nahezu unabh?ngig von der Komplexit?t des Produkts.
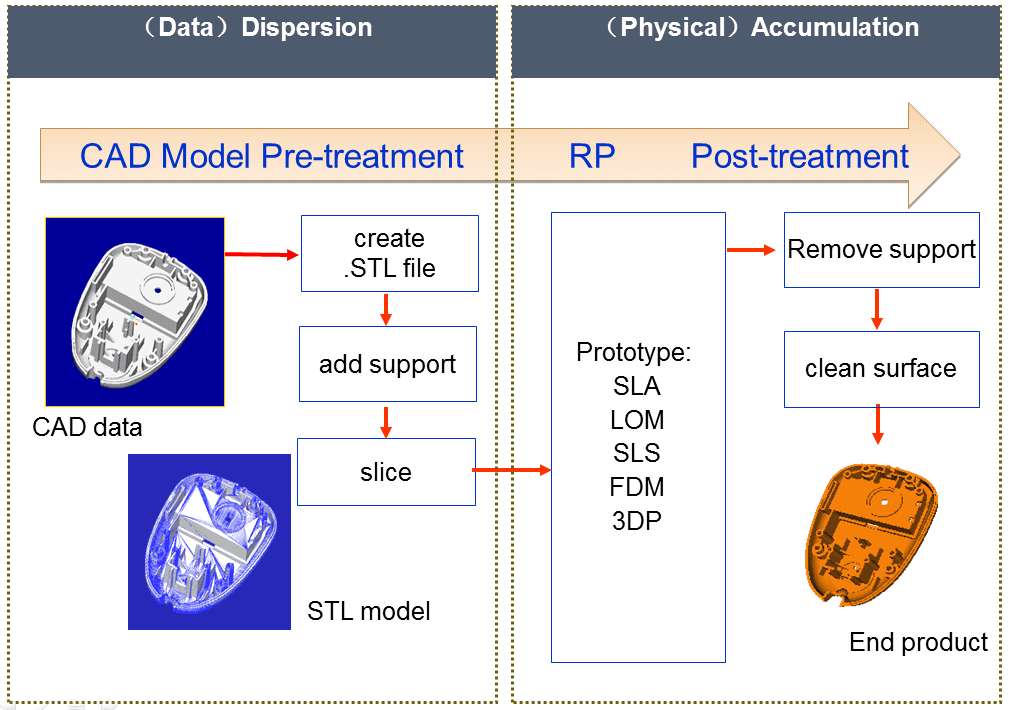
CDurch die direkte Ansteuerung des AD-Modells erfolgt der Formprozess vollst?ndig digital, es sind keine speziellen Vorrichtungen oder Werkzeuge erforderlich und Design und Fertigung (CAD/CAM) sind hochgradig integriert.
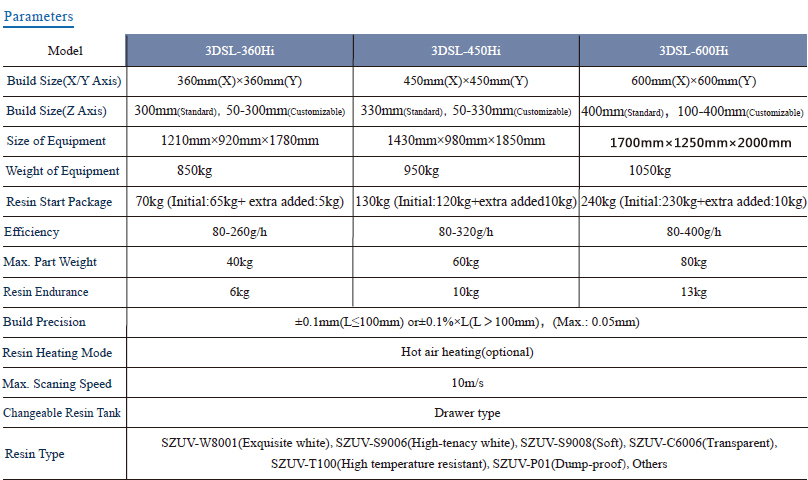
HHohe Genauigkeit, ±0,1 %
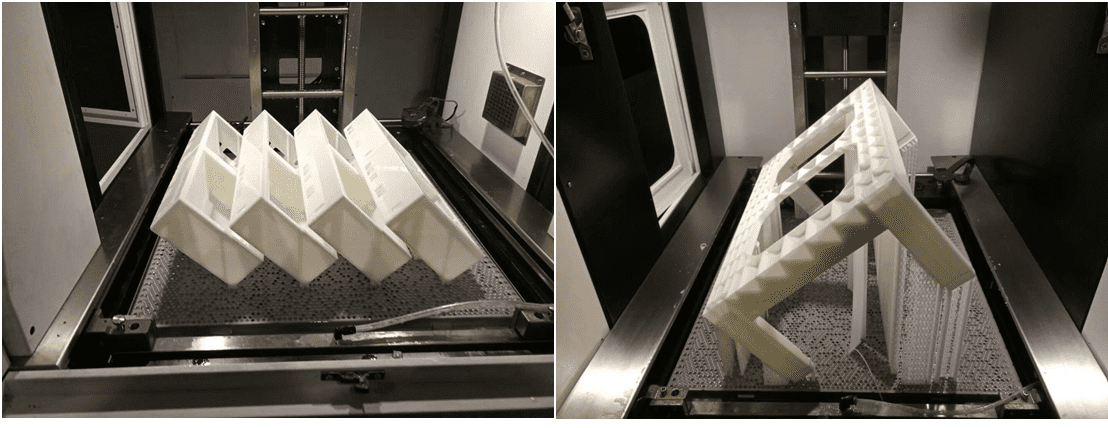
H?u?erst reduktiv, erm?glicht die Herstellung sehr feiner Details und dünner W?nde
MDie Qualit?t der alten Oberfl?che ist ausgezeichnet
FH?chstgeschwindigkeit
HHochgradig automatisiert: Der Prozess ist vollst?ndig automatisiert, erfordert keinen menschlichen Eingriff und die Ausrüstung kann unbeaufsichtigt sein